— 8+ manufacturing technologies
Gravity Casting Processes Supported
sand_casting_iron.jpg
Cast Iron · SG Iron · Ductile Iron
Process
Sand Casting (Cast Iron & SG Iron)
Complete simulation for sand mould castings of
cast iron and SG/ductile iron, including complex geometries and
large cast components. Optimizes gating, risers, chills and sleeves
for iron castings.
- Complete filling and solidification analysis
- Optimization of gating, risers, chills and sleeves
- Prediction of shrinkage porosity & micro-porosity
- Analysis of mould erosion & sand inclusion
- Cast iron eutectic solidification & graphite precipitation
- Inoculation effects & carbide formation
- Expansion behaviour during solidification
- Applications: Grey Iron, SG Iron, ductile iron components
sand_casting_steel.jpg
Steel · Stainless · Nickel alloys
Process
Sand Casting (Steel & Nickel)
Specialized simulation for steel and
nickel-based alloy sand castings, addressing the unique challenges
of high-temperature alloys and demanding applications in aerospace,
power generation and heavy industry.
- High-temperature flow and solidification analysis (1500°C–1700°C)
- Optimization of gating, risers, chills and sleeves
- Prediction of shrinkage porosity & micro-porosity
- Mould erosion & sand inclusion due to high velocity
- Special Features for Steel Casting:
- ▹ Mould preheating & thermal shock analysis
- ▹ Exothermic sleeve optimization for steel feeding
- ▹ Chromium, Nickel, Molybdenum alloy behavior
- ▹ Hot tearing & crack susceptibility prediction
- ▹ Stainless steel & superalloy solidification paths
- ▹ Carbide precipitation & sigma phase prediction
- ▹ Applications: Carbon steel, alloy steel, stainless steel, nickel-based superalloys
gravity_die.jpg
Gravity fed · Permanent mould
Process
Gravity Die Casting (GDC)
Advanced simulation for gravity-fed permanent
mould casting processes. Automatic variable pouring control
reproduces practical pouring conditions for aluminium and other
non-ferrous alloys.
- Realistic metal flow and temperature distribution
- Automatic variable pouring control for practical pouring conditions
- Defect Prediction:
- ▹ Cold shut and misrun defects
- ▹ Air entrapment and oxide formation
- ▹ Turbulence and bubble movement
- ▹ Shrinkage and hot spots
- Die thermal cycle analysis & cooling optimization
- Applications: Aluminium gravity cast components, automotive structural parts
lpdc.jpg
Pressure controlled · Wheels
Process
Low Pressure Die Casting (LPDC)
Dedicated LPDC module accurately reproduces
the actual pressure-controlled filling process with variable
pressure input according to actual machine conditions.
- Variable pressure input & pressure curve wizard
- Simulation of filling sequence and air bubble movement
- Thermal balance analysis of the die
- Cooling Simulation Capabilities:
- ▹ Cooling channels
- ▹ Water spray cooling
- ▹ Air cooling systems
- ▹ Control of opening and closing times of cooling mechanisms
- Applications: Automotive wheels, complex aluminium castings, structural components
tilt_pouring.jpg
Rotation controlled · Cup design
Process
Tilt Pouring Casting
Specialized tools for tilt casting where mould
rotation controls metal filling. Enables controlled filling of
complex geometries with minimal turbulence.
- Defines changing gravity direction during tilting
- Controls rotation axis and rotation speed
- Dedicated pouring cup design wizard
- Predicts metal flow behaviour during tilting
- Temperature distribution analysis during rotation
- Air entrapment prediction in tilt conditions
- Applications: Large complex castings, aerospace components, artistic castings
lost_foam.jpg
Evaporative pattern · Foam gas
Process
Lost Foam Casting
Complete simulation technology for evaporative
pattern casting. Considers foam decomposition effects and gas
pressure generated by burned foam for accurate filling prediction.
- Simulation of foam decomposition effects
- Considers gas pressure generated by burned foam
- Metal filling and temperature analysis
- Mesh generation for casting and foam/shell models
- Backpressure effects on filling
- Coating permeability modeling
- Applications: Complex automotive components, engine blocks, manifold castings
centrifugal.jpg
Rotational · Horizontal / Vertical
Process
Centrifugal Casting
Supports both horizontal and vertical
centrifugal casting processes. Simulates rotational metal flow and
predicts defect formation under centrifugal force.
- Simulates rotational metal flow with centrifugal force
- Predicts defect formation under centrifugal force
- Helps determine optimum rotational speed
- Handles complex materials such as titanium alloy aerospace components
- Segregation and inclusion prediction
- Mould filling under high G-forces
- Applications: Cylindrical components, pipes, rolls, aerospace rings, titanium parts
disa_vertical.jpg
DISA · Vertical mould
Process
DISA Vertical Mould Casting
Supports vertical mould casting processes with
specialized DISA gating design approaches. Enables fast gating
design and evaluation for high-volume production.
- Specialized DISA gating components library
- Fast gating design and evaluation
- Vertical mould filling analysis
- High-speed production line simulation
- Automatic pattern plate design
- Applications: High-volume automotive castings, pipe fittings, municipal castings
continuous_casting.jpg
Continuous · Strand · Billet / Slab
Process
Continuous Casting
Simulation for continuous casting processes
including strand casting for billets, blooms, and slabs. Predicts
solidification shell growth, segregation, and internal defects.
- Solidification shell growth prediction
- Mould heat transfer & oscillation analysis
- Segregation & inclusion prediction
- Internal crack & porosity assessment
- Electromagnetic stirring effects
- Applications: Steel billets, aluminium slabs, copper rods, long products
2. Casting Design Tools — Intelligent automation for gating, riser & chill
gating_wizard.jpg
Alloy-based · Automated dimensions
Design
Gating System Design Wizard
Advanced alloy-based gating design system that
calculates gating dimensions based on alloy characteristics.
Provides improved accuracy compared with generic methods and allows
complete user control over gating parameters.
- Alloy-specific gating calculations
- Automated dimension recommendations
- Complete user control over parameters
- Support for multiple casting processes
- Built using decades of foundry knowledge
- Faster and more reliable gating design
- Reduced dependence on trial-and-error
template_gating.jpg
Predefined layouts · Parameter tables
Design
Template-Based Gating Design
Uses predefined gating templates to quickly
generate complete gating layouts. Modify gating style and dimensions
using parameter tables for rapid, standardized design.
- Predefined gating templates library
- Parameter table-driven modifications
- Automatic runner, gate and feature creation
- Process-specific templates (HPDC, LPDC, Gravity, Investment)
- Standardized and repeatable gating designs
- Significant reduction in design time
smart_riser.jpg
EMDI · Shrinkage compensation
Design
Smart Riser / Feeder Design
Automatic riser design based on casting
geometry and alloy properties. Select a location on the casting
surface and automatically generate the feeder with optimum size and
location.
- Design Methods:
- ▹ EMDI (Mass) method
- ▹ Shrinkage compensation method
- Layout Options:
- ▹ Linear, circular and array patterns
- ▹ Standard riser databases
- ▹ User-defined risers support
- Any riser geometry and type (blind, open, pressure, vented)
- Applications: Steel, iron, aluminium alloy castings
smart_chill.jpg
Directional solidification · Conformal
Design
Smart Chill Design
Intelligent chill placement for improving
directional solidification. Determines optimum chill locations and
predicts alloy influence range for effective thermal management.
- Optimum chill location determination
- Alloy influence range prediction
- Supports conformal chill designs
- Real-time effectiveness updates after design changes
- Multiple chill types (internal, external, conformal)
- Application: Eliminating hotspots and shrinkage defects
standard_parts.jpg
Pouring cups · Sleeves · DISA
Design
Standard Parts Library
Extensive library of commonly used casting
components enabling faster modelling and standardized casting system
design.
- Gating Components:
- ▹ Pouring cups (standard & tilt)
- ▹ DISA components
- ▹ Filters & strainer cores
- Feeding Components:
- ▹ Exothermic sleeves
- ▹ Insulative sleeves
- ▹ Riser caps & break-off cores
- ▹ Chills & cooling elements
- From major manufacturers with real thermal data
quickcast.jpg
Rapid evaluation · Multiple processes
Design
QuickCAST Fast Evaluation Tool
Rapid casting evaluation tool for early-stage
process development. Supports multiple casting processes with fast
gating assessment and flow length prediction.
- Supported Processes:
- ▹ Gravity casting
- ▹ LPDC
- ▹ DISA vertical casting
- ▹ Thixo casting
- ▹ Lost foam casting
- Capabilities:
- ▹ Fast gating assessment
- ▹ Flow length prediction
- ▹ Gate colour visualization
- ▹ Rapid comparison of multiple design concepts
pouring_cup.jpg
Pouring basin · Tilt cup · Filters
Design
Pouring Cup & Basin Design
Specialized design tools for pouring cups,
basins and filters. Includes dedicated pouring cup design wizard for
tilt casting applications.
- Standard pouring cup library
- Dedicated tilt pouring cup design wizard
- Filter placement & sizing
- Strainer core design
- Pouring basin with weir & baffle designs
- Flow optimization for slag retention
- Applications: All sand casting and gravity processes
sleeve_db.jpg
Exothermic · Insulative · Manufacturers
Design
Exothermic & Insulative Sleeve Database
Comprehensive database from major sleeve
manufacturers enabling accurate simulation of feeding behavior and
thermal effects of sleeves.
- Manufacturer Databases:
- ▹ Foseco
- ▹ ASK Chemicals
- ▹ Vesuvius
- ▹ Others
- Types:
- ▹ Exothermic sleeves
- ▹ Insulative sleeves
- ▹ Combination sleeves
- ▹ Hot topping compounds
- Real thermal properties for accurate feeding simulation
disa_components.jpg
DISA · Vertical mould · High volume
Design
DISA Gating Components
Specialized gating components library for DISA
vertical mould casting processes. Enables fast gating design and
evaluation for high-volume production lines.
- DISA-specific gating components library
- Automatic pattern plate design
- Vertical mould runner systems
- High-speed production line simulation
- Standardized DISA design templates
- Application: High-volume automotive and municipal castings
3. Advanced Casting Analysis — Flow · Solidification · Stress
gravity_flow_analysis.jpg
Filling · Turbulence · Air entrapment
Flow Analysis
Flow Analysis (Gravity Casting)
Highly accurate flow simulation considering
real gravity pouring conditions. Predicts filling behaviour,
turbulence, and mould interaction for gravity-fed processes.
- Filling Behaviour:
- ▹ Metal flow sequence & filling time
- ▹ Flow length & temperature loss during filling
- ▹ Free-surface tracking & wave dynamics
- Turbulence & Flow Defects:
- ▹ Turbulence intensity mapping
- ▹ Air entrapment & bubble movement
- ▹ Oxide layer formation and trapping
- ▹ Splash & jetting prediction
- Mould Interaction:
- ▹ Mould erosion due to high velocity
- ▹ Sand inclusion defects
- ▹ Metal-mould interface tracking
- Automatic variable pouring control for realistic conditions
gravity_solidification.jpg
Thermal · Niyama · Micro-porosity
Solidification
Solidification Analysis (Gravity Casting)
Comprehensive thermal and phase change
simulation for gravity castings. Advanced models for heat transfer,
phase transformation, and porosity prediction.
- Heat Transfer and Phase Transformation:
- ▹ Heat transfer between metal, mould, chills and sleeves
- ▹ Temperature evolution during cooling
- ▹ Density changes during phase transformation
- Shrinkage Prediction:
- ▹ Hot spots & last-to-solidify regions
- ▹ Macro shrinkage porosity
- ▹ Feeding efficiency analysis
- ▹ Piping & open shrinkage cavities
- Micro-Porosity Analysis:
- ▹ Niyama criterion micro-porosity
- ▹ Dimensionless Niyama micro-shrinkage
- ▹ SDAS & dendrite arm spacing
- Special Features:
- ▹ Buoyancy-driven flow during solidification
- ▹ Natural convection effects on hotspots
- ▹ Chilling & sleeve effectiveness
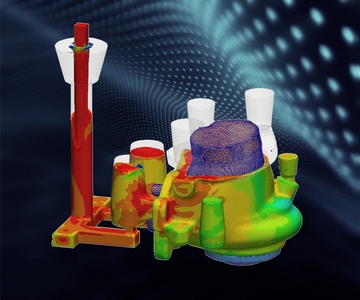
gravity_stress.jpg
Residual stress · Distortion · Hot tearing
Stress
Stress & Distortion Analysis (Gravity)
Evaluates stresses throughout the entire
gravity casting process — considering thermal history, phase
transformation, and material behaviour for realistic results.
- Stress Development:
- ▹ Thermal stress during cooling
- ▹ Stress evolution from temperature gradients
- ▹ Phase transformation & property changes
- Residual Stress & Distortion:
- ▹ Residual stress after solidification
- ▹ Distortion & dimensional changes
- ▹ Warpage prediction
- Defect Prediction:
- ▹ Hot tearing & crack susceptibility
- ▹ Mould gap formation
- ▹ Stress concentration areas
- Special Features:
- ▹ More realistic than conventional FEA
- ▹ Complete casting process history considered
- ▹ DCS (Distortion Compensation Solver) for optimal dimensions
cast_iron_solidification.jpg
Eutectic · Graphite · Inoculation
Specialized Analysis
Cast Iron Solidification Model
Advanced cast iron model considering eutectic
solidification, graphite precipitation, and inoculation effects for
accurate prediction of iron casting behavior.
- Solidification Kinetics:
- ▹ Eutectic solidification modeling
- ▹ Austenite formation
- ▹ Graphite precipitation (flake & spheroidal)
- ▹ Carbide formation prediction
- Microstructure Control:
- ▹ Inoculation effects
- ▹ Nodule count & morphology
- ▹ Matrix structure (ferrite/pearlite)
- Special Features:
- ▹ Expansion behaviour during solidification
- ▹ Feeding compensation from graphite expansion
- ▹ Chill & carbide control
- Applications: Grey iron, SG/ductile iron, malleable iron
steel_solidification.jpg
High temp · Alloy segregation · Hot
tearing
Specialized Analysis
Steel Casting Solidification Model
Specialized solidification model for steel
castings addressing high-temperature behavior, alloy segregation,
and hot tearing susceptibility.
- High-Temperature Behavior:
- ▹ High pouring temperature (1500°C–1700°C)
- ▹ Mould preheating & thermal shock
- ▹ Solidification path for steel alloys
- Alloy Behavior:
- ▹ Chromium, Nickel, Molybdenum effects
- ▹ Stainless steel solidification (ferritic/austenitic)
- ▹ Superalloy behavior
- ▹ Segregation & micro-segregation
- Defect Prediction:
- ▹ Hot tearing & crack susceptibility
- ▹ Carbide precipitation
- ▹ Sigma phase prediction
- ▹ High-temperature shrinkage
- Applications: Carbon steel, alloy steel, stainless steel, nickel-based superalloys
buoyancy_flow.jpg
Natural convection · Hot spot movement
Advanced Analysis
Buoyancy-Driven Flow During Solidification
Unlike conventional casting simulations that
stop flow calculation after filling, CAST-DESIGNER continues to
calculate liquid metal movement during solidification.
- Natural Convection Effects:
- ▹ Density differences driving flow
- ▹ Hot spot movement prediction
- ▹ Thermal gradients analysis
- Benefits:
- ▹ Improved shrinkage location prediction
- ▹ Better feeding path understanding
- ▹ More accurate porosity prediction
- ▹ Realistic macro-segregation prediction
- Applications:
- ▹ Large gravity castings
- ▹ Steel and heavy-section iron castings
- ▹ Alloys with wide freezing range
mould_thermal.jpg
Die temp · Erosion · Thermal fatigue
Thermal Analysis
Mould Thermal Analysis
Predicts mould/die temperature distribution,
hot spots, and erosion-prone regions for gravity casting processes.
Enables optimized thermal management.
- Temperature Distribution:
- ▹ Mould temperature mapping
- ▹ Hotspot & cold spot identification
- ▹ Thermal gradients analysis
- Mould Performance:
- ▹ Mould erosion severity
- ▹ Thermal fatigue prediction
- ▹ Cycle-to-cycle stability
- Special Features:
- ▹ Cooling channel effectiveness
- ▹ Chill influence on mould temperature
- ▹ Mould preheating optimization
- ▹ Thermal barrier coating effects
filter_analysis.jpg
Metal cleaning · Flow restriction
Specialized Analysis
Filter & Strainer Core Analysis
Analyzes the effect of filters and strainer
cores on metal flow, cleanliness, and filling behavior in gravity
castings.
- Filter Performance:
- ▹ Metal cleaning efficiency
- ▹ Flow restriction & pressure drop
- ▹ Slag & inclusion retention
- ▹ Filter placement optimization
- Strainer Core Analysis:
- ▹ Flow distribution through strainer
- ▹ Mechanical strength during filling
- ▹ Erosion & breakage prediction
- Benefits:
- ▹ Reduced inclusion defects
- ▹ Improved metal cleanliness
- ▹ Enhanced casting quality
thermal_modulus.jpg
Modulus · Feeding path
Design Analysis
Thermal Modulus & Feeding Path
Thermal modulus analysis identifies feeding
requirements and optimizes riser placement for directional
solidification in gravity castings.
- Thermal Modulus:
- ▹ Local cooling characteristics
- ▹ Feeding requirement identification
- ▹ Riser sizing optimization
- ▹ Chilling requirement assessment
- Feeding Path Analysis:
- ▹ Directional solidification path
- ▹ Isolated liquid zones
- ▹ Hotspot & shrinkage correlation
- Benefits:
- ▹ Optimized riser placement
- ▹ Reduced riser size & improved yield
- ▹ Directional solidification control
chill_effectiveness.jpg
Cooling pattern · Hotspot control
Thermal Analysis
Chill & Sleeve Effectiveness
Predicts influence of chills and insulating
sleeves on cooling patterns for gravity castings. Enables better
hotspot control and reduced shrinkage.
- Chill Analysis:
- ▹ Chill placement effectiveness
- ▹ Cooling rate modification
- ▹ Thermal gradient control
- ▹ Conformal chill designs
- Sleeve Analysis:
- ▹ Insulating sleeve thermal impact
- ▹ Exothermic sleeve heating effect
- ▹ Feeding enhancement from sleeves
- Benefits:
- ▹ Directional solidification control
- ▹ Hotspot mitigation
- ▹ Reduced shrinkage porosity
- ▹ Real-time effectiveness updates
porosity_analysis.jpg
Shrinkage · Niyama · SDAS
Defect Analysis
Porosity & Micro-Porosity Analysis
Comprehensive porosity prediction including
macro shrinkage, Niyama micro-porosity, and SDAS correlation for
gravity castings.
- Macro Shrinkage:
- ▹ Shrinkage cavity prediction
- ▹ Piping & open cavities
- ▹ Hot spot correlation
- Micro-Porosity (Niyama):
- ▹ Niyama criterion calculation
- ▹ Dimensionless Niyama index
- ▹ Distributed porosity mapping
- SDAS Correlation:
- ▹ Secondary Dendrite Arm Spacing
- ▹ Cooling rate – SDAS relationship
- ▹ Mechanical property correlation
- Special Features:
- ▹ Feeding efficiency impact
- ▹ Alloy-specific porosity models
- ▹ Gas porosity differentiation
mechanical_properties.jpg
UTS · Yield · Elongation · Hardness
Property Prediction
Mechanical Property Prediction
Predicts mechanical properties of gravity
castings from solidification conditions and microstructure. Virtual
quality assessment without test castings.
- Strength Properties:
- ▹ Ultimate Tensile Strength (UTS)
- ▹ Yield strength prediction
- ▹ Elongation & ductility
- Hardness & Microstructure:
- ▹ Hardness (HB, HRC) mapping
- ▹ Ferrite/pearlite fraction
- ▹ Grain size correlation
- Special Features:
- ▹ SDAS – property correlation
- ▹ Porosity effect on properties
- ▹ Alloy-specific models
- ▹ Quality index calculation
- Applications: All gravity casting alloys
fatigue_performance.jpg
Fatigue · Service performance
Performance
Fatigue & Performance Analysis
Virtual validation of finished gravity
castings under service loads. Uniquely considers porosity, residual
stress, and casting defects.
- Fatigue Analysis:
- ▹ S-N curve prediction
- ▹ Fatigue life estimation
- ▹ Cyclic loading behavior
- ▹ Defect-based fatigue
- Performance Validation:
- ▹ Structural analysis with defects
- ▹ Thermal loading effects
- ▹ Failure probability prediction
- Special Features:
- ▹ Porosity & defect integration
- ▹ Residual stress consideration
- ▹ More realistic than conventional FEA
- ▹ Certification-ready reports
4. Useful Advanced Tools & Databases — Automation · Materials · QuickCAST
cellular_automata_grain.jpg
Grain nucleation · Dendritic growth
Metallurgical Prediction
Cellular Automata Grain Structure
Predicts microscopic grain nucleation,
dendritic growth, and final grain morphology during solidification
of gravity castings. Outputs grain size distribution,
columnar-to-equiaxed transition, and local crystallographic texture.
- Grain Evolution:
- ▹ Grain nucleation & growth kinetics
- ▹ Dendrite morphology prediction
- ▹ Columnar-to-equiaxed transition (CET)
- ▹ Grain size distribution mapping
- Phase Evolution:
- ▹ Ferrite / pearlite phase fractions
- ▹ Local density variations
- ▹ Micro-segregation prediction
- Benefits:
- ▹ Better metallurgical control
- ▹ Improved mechanical property estimation
- ▹ Correlation with SDAS & cooling rate
- Applications: All gravity casting alloys, especially steel and iron
cyclic_gravity_die.jpg
Multi-cycle · Die thermal behavior
Production Reality
Full Mould Cyclic Analysis (GDC & LPDC)
Simulates actual production cycles for gravity
die casting including filling, cooling, die heating, spray cooling,
and multiple consecutive shots. Predicts thermal stabilization and
realistic porosity under steady-state production.
- Production Cycle Simulation:
- ▹ Filling & solidification per cycle
- ▹ Die heating & cooling channels
- ▹ Spray cooling & air cooling
- ▹ Core & ejector system behavior
- Thermal Analysis:
- ▹ Warm-up cycles & steady-state equilibrium
- ▹ Cycle-to-cycle temperature variation
- ▹ True die thermal balance & hot spots
- Quality Prediction:
- ▹ Realistic porosity under production conditions
- ▹ Thermal fatigue & die life prediction
- ▹ Cycle time optimization insights
- ▹ Gravity die specific: slow cooling & gravity effects
ai_optimization_gravity.jpg
Riser size · Yield optimization
AI-Driven Optimization
AI-Based & DOE & Taguchi Optimization
Target-oriented optimization using Genetic
Algorithms, DOE, and Taguchi methods specifically for gravity
casting — optimizes riser size, feeder design, and casting yield.
- Optimization Objectives:
- ▹ Riser size & placement optimization
- ▹ Casting yield improvement
- ▹ Shrinkage porosity reduction
- ▹ Feeding efficiency maximization
- Methods:
- ▹ Genetic Algorithm (GA) — thousands of design combinations
- ▹ Design of Experiments (DOE) automated workflows
- ▹ Taguchi methods for robust design
- ▹ Multi-objective Pareto optimization
- Gravity Specific:
- ▹ Gating system optimization
- ▹ Chill & sleeve placement
- ▹ Pouring temperature & rate optimization
- ▹ Mould preheat temperature optimization
heat_treatment.jpg
Solution · Quench · Aging
Post-Processing
Casting Heat Treatment Simulation
Virtual simulation of complete heat treatment
cycles: solution treatment, quenching, and aging. Predicts
microstructure evolution, residual stress changes, distortion, and
final mechanical properties.
- Heat Treatment Cycles:
- ▹ Solution treatment (T4, T6)
- ▹ Quenching (water, oil, polymer)
- ▹ Aging (artificial & natural)
- ▹ Annealing & normalizing
- Predictions:
- ▹ Microstructure evolution
- ▹ Residual stress changes
- ▹ Distortion during quenching
- ▹ Hardness & strength development
- Benefits:
- ▹ Reduced physical heat treatment trials
- ▹ Optimized cycle parameters
- ▹ Distortion control & compensation
- Applications: Aluminium, steel, iron gravity castings
microstructure_phase.jpg
Ferrite · Pearlite · Phases
Metallurgical Analysis
Microstructure & Phase Analysis
Predicts evolution of ferrite, pearlite,
bainite, and other phases during solidification and cooling.
Provides local density variations and phase fractions for accurate
property estimation.
- Phase Evolution:
- ▹ Ferrite, pearlite, bainite fractions
- ▹ Austenite decomposition kinetics
- ▹ Carbide precipitation
- ▹ Sigma phase prediction (stainless)
- Local Analysis:
- ▹ Local density variations
- ▹ Micro-segregation mapping
- ▹ Phase distribution at section level
- Benefits:
- ▹ Better porosity & strength estimation
- ▹ Hardness & ductility correlation
- ▹ Property validation without testing
- Applications: Iron, steel, aluminium, nickel alloys
custom_material.jpg
Composition → Properties
Materials Innovation
Custom Material Generator
Integrated thermodynamic material property
calculator with 30+ years development. Enter chemical composition
and automatically calculate temperature-dependent properties
required for accurate gravity casting simulation.
- Capabilities:
- ▹ Define custom alloy chemistry
- ▹ Generate thermophysical properties
- ▹ Create complete material database entries
- Predicted Properties:
- ▹ Thermal properties (conductivity, specific heat)
- ▹ Physical properties (density, thermal expansion)
- ▹ Solidification characteristics (liquidus, solidus)
- ▹ Phase transformation data
- ▹ Latent heat & solidification range
- Benefits:
- ▹ Simulation of new alloy development
- ▹ Proprietary alloy simulation
- ▹ Accurate material behavior for gravity casting
variable_pouring.jpg
Automatic level control
Process Control
Automatic Variable Pouring Control
Automatically adjusts pouring rate to
reproduce practical gravity pouring conditions. Maintains liquid
metal level within specified minimum and maximum limits for
realistic filling simulation.
- Control Features:
- ▹ Automatic pouring rate adjustment
- ▹ Maintains min/max liquid level
- ▹ Reproduces actual foundry pouring practices
- Gravity Specific:
- ▹ Gravity pouring stream behavior
- ▹ Pouring cup level control
- ▹ Ladle tipping simulation
- Benefits:
- ▹ More realistic filling simulation
- ▹ Improved defect prediction accuracy
- ▹ Better air entrapment prediction
- ▹ Reduced turbulence & oxide formation
core_blowing.jpg
Sand filling · Compaction
Core Technology
Core Blowing Simulation
Simulates sand filling, core compaction, and
vent effectiveness for sand core production. Ensures core quality
and reduces core-related casting defects.
- Core Production:
- ▹ Sand flow & filling patterns
- ▹ Core compaction & density distribution
- ▹ Venting effectiveness & air evacuation
- ▹ Blowing pressure & speed optimization
- Core Quality:
- ▹ Core permeability mapping
- ▹ Density & strength prediction
- ▹ Defect identification (soft spots, voids)
- Gravity Specific:
- ▹ Sand core behavior in gravity filling
- ▹ Core-print interaction
- ▹ Core placement & stability
core_gas.jpg
Gas generation · Venting
Core Technology
Core Gas Simulation
Predicts gas generation from core binders, gas
movement through the mold, and venting effectiveness. Reduces gas
porosity defects in gravity castings.
- Gas Generation:
- ▹ Core binder outgassing
- ▹ Gas pressure build-up prediction
- ▹ Gas movement through mould
- ▹ Gas entrapment in casting
- Venting Analysis:
- ▹ Vent placement optimization
- ▹ Vent effectiveness evaluation
- ▹ Core permeability assessment
- Gravity Specific:
- ▹ Gravity filling gas displacement
- ▹ Gas escape through risers
- ▹ Core gas in iron & steel castings
- Benefits:
- ▹ Reduced gas porosity defects
- ▹ Improved casting surface quality
- ▹ Optimized venting system design
CAST-DESIGNER – Key Advantages
Complete solution covering casting design, process
simulation and optimization. Supports multiple casting
technologies with intelligent automation for gating, riser
and chill design. Fully coupled flow, thermal,
solidification and stress analysis — accurate defect
prediction before production. Extensive material and process
databases reduce shop-floor trials, development cost and
time-to-market.
✅ First-time-right
🚀 Faster time-to-market
💰 Reduced cost
🔬 Virtual Casting Lab — Complete Simulation Outputs
Simulation Results Gallery
Every critical simulation result from Cast-Designer: Flow, Solidification, Stress, and Micro-Structure — presented with 4:3 result imagery placeholders.
Flow Simulation Results
17 outputsflow_fluid_fraction.jpg
Metal front advancement · Fill pattern
Flow
Flow Fluid Fraction
Tracks metal front advancement and filling sequence. Identifies incomplete fill zones and filling pattern uniformity.
flow_temperature.jpg
Temperature distribution during fill
Flow
Flow Temperature
Predicts premature solidification, cold shuts, and misruns. Critical for thin-wall casting validation.
flow_velocity.jpg
Velocity vectors & turbulence
Flow
Flow Velocity & Directions
Velocity contours, flow vectors, and turbulence zones. Identifies regions of jetting, splashing, or calm filling.
flow_pressure.jpg
Pressure distribution · Air pressure
Flow
Flow Pressure & Max Air Pressure
Pressure distribution during filling and maximum air pressure peaks that can cause blowholes or die damage.
gas_entrapment.jpg
Air pockets · Bubble movement
Flow
Gas Entrapment & Bubble Movement
Shows air pockets, bubble movement, and entrapped gas locations leading to porosity defects.
material_age_oxide.jpg
Flow length · Age · Oxides
Flow
Flow Length, Material Age & Oxides
Tracks residence time of molten metal and predicts oxide formation due to turbulent flow.
ingate_colors.jpg
Multi-color ingate contribution
Flow
Flow In Each Ingate In Colours
Color-coded visualization of metal contribution from each ingate for flow balance assessment.
trace_lines.jpg
Particle traces · Flow paths
Flow
Flow Material Trace Lines
Visualizes individual metal particle movement paths to identify flow convergence and dead zones.
gas_surface_internal.jpg
Surface & internal gas mapping
Flow
Gas Entrapped Inside & At Surface Level
Differentiates between surface gas porosity and internal gas entrapment for targeted mitigation.
velocity_graph.jpg
Velocity vs time chart
Flow
Flow Velocity Graphs Vs Time
Quantitative velocity evolution at critical locations or ingates over filling duration.
temperature_graph.jpg
Temperature vs time chart
Flow
Flow Temperature Graphs Vs Time
Temperature decay curves during filling to identify premature solidification risks.
filling_time.jpg
Total fill duration map
Flow
Filling Time
Complete filling duration evaluation — ensures fill time within recommended process window.
mould_erosion.jpg
Erosion risk map
Flow
Mould Erosion
Identifies erosion-prone regions caused by high-velocity metal impact on mould/die surfaces.
Solidification Results
14 outputssolid_fraction.jpg
Mushy zone · Freezing sequence
Solidification
Solid Fraction
Shows mushy zones and freezing sequence — critical for feeding path identification.
solidification_temp.jpg
Temperature evolution
Solidification
Solidification Temperature
Temperature evolution during solidification — identifies liquid-to-solid transition zones.
casting_mould_temp.jpg
Casting & die temperature
Solidification
Casting & Mould Temperature
Simultaneous temperature tracking of casting and mould/die for thermal interaction analysis.
thermal_modulus.jpg
Modulus · Cooling rate
Solidification
Thermal Modulus & Cooling Rate
Identifies feeding requirements and local cooling characteristics for microstructure control.
solidification_time.jpg
Total freezing duration
Solidification
Solidification Time
Total freezing time map — last-to-solidify regions indicate shrinkage risk areas.
shrinkage_niyama.jpg
Macro/micro porosity
Solidification
Shrinkage Porosity & Niyama Micro Porosity
Advanced Niyama criterion for micro-shrinkage plus macro shrinkage cavity prediction.
sdas_dendrite.jpg
Dendrite arm spacing
Solidification
SDAS & Dendrite Arm Spacing
Secondary Dendrite Arm Spacing prediction — key metallurgical quality indicator.
uts_elongation.jpg
Strength · Ductility
Solidification
Ultimate Tensile Strength & Elongation
Direct mechanical property prediction from solidification conditions — virtual quality assessment.
piping.jpg
Pipe shrinkage cavity
Solidification
Piping
Visualizes open pipe shrinkage cavities — critical for riser and feeder design validation.
pin_squeeze.jpg
Local feeding effectiveness
Solidification
Pin Squeeze Analysis
Predicts effectiveness of squeeze pins in feeding shrinkage zones and eliminating porosity.
temp_graphs_solid.jpg
Cooling curves
Solidification
Temperature Graphs
Cooling curves at critical locations — phase transformation and solidification kinetics.
Stress & Distortion Results
7 outputsdistortion.jpg
Deformed vs nominal shape
Stress
Distortion / Displacement
Final dimensional deviations — overlay of deformed vs nominal casting geometry.
compensation.jpg
Pre-deformed tool design
Stress
Compensation For Distortion
Automatically computes pre-deformed geometry to achieve net shape after casting distortion.
stress_effective.jpg
Normal & von Mises stress
Stress
Normal Stress & Effective Stress
Normal stress components and von Mises effective stress for failure assessment.
residual_stress.jpg
Locked-in stresses
Stress
Residual Stress
Predicts locked-in stresses after solidification and cooling — critical for machinability.
fatigue.jpg
Cyclic life prediction
Stress
Fatigue
Fatigue behavior prediction considering porosity, residual stress, and thermal history.
mould_gap.jpg
Casting/die separation
Stress
Mould Gap
Evaluates separation between casting and die — affects cooling rate and distortion.
hot_tearing.jpg
Crack susceptibility
Stress
Hot Tearing
Predicts crack formation during solidification — high-risk zones for hot tearing defects.
Micro-Structure Results
3 outputsferrite.jpg
Ferrite phase distribution
Micro-Structure
Ferrite
Predicts ferrite phase fraction and distribution — influences ductility and magnetic properties.
hardness.jpg
Hardness map (HB/HRC)
Micro-Structure
Hardness
Local hardness prediction from phase fractions and cooling rates — maps Brinell/Rockwell values.
grain_radius.jpg
Grain size distribution
Micro-Structure
Grain Radius
Cellular automata grain radius prediction — grain size distribution for mechanical property estimation.
🖼️
✅ Complete Coverage — 41+ simulation output types across Flow, Solidification, Stress, and Micro-Structure. Every result is automatically generated from Cast-Designer's integrated CFD/FEM/metallurgical solvers.